|
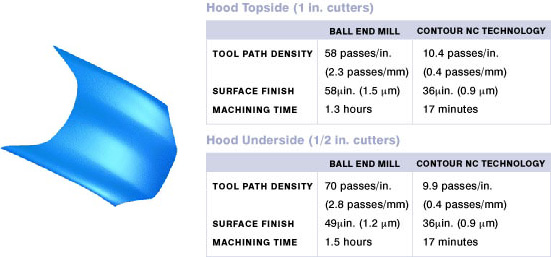
Results Contour Numerical Control's machining technology has been tested on a variety of surface geometries (typical of those found in jet engine, steam and gas turbine, propeller, automotive, aerospace, and mold-and-die industries) and materials (aluminum, steel, titanium, inconel, etc.). It has proven dramatically superior to ball end mill methods and five-axis Sturz milling. Most parts show between a 5:1 and 10:1 improvement in tool path density over ball end mill machining while achieving the same or better surface finish. One surface is shown below with a comparison between Contour Numerical Control software and commercial ball end mill techniques. The surface is representative of an automobile hood, and is typical of geometry found in the stamping dies for the outer panels of a car. Similar results have been obtained on turbine blades, propellers, and other parts.
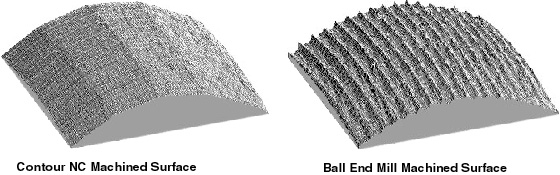
In this graph the scallop pattern of the ball end mill is clearly visible, whereas the surface machined with our technology shows no scallop marks at all. We have succeeded in reducing scallop heights to the same order of magnitude as the cutter marks. Because scallops between tool passes are usually the dominant feature on the surface, their removal requires the most hand-work. By reducing scallop marks to the same order of magnitude as the cutter marks, we are able to significantly reduce post-machining grinding and polishing.
The plots below are 3D scans of two surfaces, one machined with a ball end mill and one with our technology. Again, the vertical axis in these plots is scaled significantly in order to clearly see the surface topology. Again, it is apparent that our technique results in a much smoother surface with significantly lower tool path density and machining time.
|